 ─·Ą─«ö(d©Īng)Ū░╬╗ų├: ųąć°(gu©«)Õæē║ŠW(w©Żng) > ųąć°(gu©«)ø_ē║ŌkĮŠW(w©Żng) > ų¬ūR(sh©¬) > š²╬─
─·Ą─«ö(d©Īng)Ū░╬╗ų├: ųąć°(gu©«)Õæē║ŠW(w©Żng) > ųąć°(gu©«)ø_ē║ŌkĮŠW(w©Żng) > ų¬ūR(sh©¬) > š²╬─Ū░čį
ļSų°╣Ō└w╝ż╣Ō╝╝ąg(sh©┤)Ą─▓╗öÓ▀M(j©¼n)▓ĮŻ¼╝ż╣Ō╝ė╣ż│╔▒ŠĄ─│ų└m(x©┤)Ž┬ĮĄŻ¼ŌkĮ╝ė╣ż╩ął÷(ch©Żng)╔Ž│÷¼F(xi©żn)┴╦ę╗╣╔├„’@Ą─┌ģä▌(sh©¼)Ż¼Š═╩ŪīóįŁ▒Šė├ė┌öĄ(sh©┤)┐žø_┤▓ø_ē║Ą─ųąĄ╚┼·┴┐ęįŽ┬Ą─«a(ch©Żn)ŲĘŻ¼ų▓Į▐D(zhu©Żn)ęŲĄĮöĄ(sh©┤)┐ž╝ż╣ŌŪąĖŅÖC(j©®)╔ŽüĒ═Ļ│╔ĪŻĄ½╩ŪąąśI(y©©)ā╚(n©©i)╚╦╩┐ę▓ŪÕ╬·ĄžšJ(r©©n)ūR(sh©¬)ĄĮŻ¼öĄ(sh©┤)┐žø_┤▓─┐Ū░╚įėąŲõ¤oĘ©╚Ī┤·Ą─ā×(y©Łu)įĮąįŻ¼Ųõ╝»ųą¾w¼F(xi©żn)×ķęįŽ┬Äū³c(di©Żn)Ż║┼cöĄ(sh©┤)┐žø_ē║│╔ą╬ŽÓĮY(ji©”)║ŽĄ─ŌkĮ╝ė╣żŻ╗┼·┴┐Š▐┤¾Ą─ĘŪŪą▀ģø_┐ūŅÉŌkĮ╝ė╣żŻ╗├▄╝»ŠW(w©Żng)┐ūĄ─ŌkĮ╝ė╣żĪŻ
─┐Ū░▀@╚²ĘNŌkĮ╝ė╣żŠo├▄ę└┐┐ė┌öĄ(sh©┤)┐žø_┤▓Ą─╠žąįŻ¼╚į╚╗į┌ŌkĮ╝ė╣ż▀^│╠ųą«a(ch©Żn)╔·┴╦Š▐┤¾Ą─Įø(j©®ng)Ø·(j©¼)ą¦ęµĪŻ
ĮŌøQĘĮ░Ė
▒Š╬─Š═╚ń║╬į┌║Ž└Ē▀\(y©┤n)ĀI(y©¬ng)│╔▒ŠĄ─ŪķørŽ┬═Ļ│╔Ė▀┘|(zh©¼)┴┐Ą─├▄╝»ŠW(w©Żng)┐ūø_ē║╝ė╣żüĒš╣ķ_ėæšōĪŻ
╝╝ąg(sh©┤)ę¬Ū¾
ŠW(w©Żng)┐ū┴Ń╝■┤¾ų┬ėąęįŽ┬ÄūŅÉ«a(ch©Żn)ŲĘŻ║ÖC(j©®)╣±╗∙šŠĄ─═©’L(f©źng)ķT░ÕĪóĄžĶF╦ĒĄ└Ą─Ųš═©ē”░Õ║═╠ņ╗©Īó┴„¾wįO(sh©©)éõĄ─║YŠW(w©Żng)ĪóäĪį║Ģ■(hu©¼)ł÷(ch©Żng)Ą╚╣½╣▓įO(sh©©)╩®Ą─Ž¹ę¶ē”░ÕĪŻ
Ė„éĆ(g©©)▓╗═¼«a(ch©Żn)ŲĘĄ─ŠW(w©Żng)┐ūø_ē║╝╝ąg(sh©┤)ę¬Ū¾Ż║ó┼ÖC(j©®)╣±ŅÉäeĄ─ŠW(w©Żng)┐ūę¬Ū¾Ė³┤¾Ą─═©’L(f©źng)ą¦┬╩Ż¼ę“┤╦ī”(du©¼)├▄╝»Č╚ėą▌^Ė▀Ą─ę¬Ū¾Ż╗óŲ╦ĒĄ└ŅÉē”░Õ║═╠ņ╗©ŽÓī”(du©¼)╩Ū×ķ┴╦ėąŽ▐ĮĄįļ║═£pųžŻ¼ę“┤╦Ė³ČÓĄ─╩Ūī”(du©¼)ŲĮš¹Č╚ėąę╗Č©Ą─ę¬Ū¾Ż¼Å─Č°▒Ńė┌¼F(xi©żn)ł÷(ch©Żng)čb┼õŻ╗óŪ┴„¾w║YŠW(w©Żng)│²┴╦ī”(du©¼)═©▀^ą¦┬╩ėąę¬Ū¾Ą─įÆŻ¼▀Ćę“?y©żn)ķ┴„¾w▒Š╔Ē╦∙ĦüĒĄ─ē║┴”ī”(du©¼)┴Ń▓┐╝■Ą─äéČ╚ėą▌^Ė▀Ą─ę¬Ū¾Ż╗ó╚╣½╣▓įO(sh©©)╩®ŅÉĄ─Ž¹ę¶ē”░Õ═∙═∙ę¬Ū¾╝ė╣żĄ─┐ūČ┤ų▒ÅĮ▌^ąĪŻ¼═¼Ģr(sh©¬)ī”(du©¼)«a(ch©Żn)ŲĘĄ─▒Ē├µ┘|(zh©¼)┴┐ę▓ėą║▄Ė▀Ą─ę¬Ū¾ĪŻ
ė╔╔Ž┐╔ęŖŻ¼╬ęéā╦∙ėæšōĄ─├▄╝»ŠW(w©Żng)┐ūø_ē║Ż¼▓ó▓╗╩Ū║å(ji©Żn)å╬Ą─Ī░┤“║YŠW(w©Żng)Ī▒Ż¼Č°╩Ūėąų°ę╗Č©╝╝ąg(sh©┤)║¼┴┐Ą─Ė▀ą¦ŌkĮ╝ė╣ż╣ż╦ćŻ¼▓óŪęĢ■(hu©¼)ę“?y©żn)ķ╝ė╣żÅS╝ęī”(du©¼)ė┌▓┐Ęų╝╝ąg(sh©┤)ę¬Ū¾Ą─╩Ķ║÷Č°įņ│╔║Ż┴┐Ą─Įø(j©®ng)Ø·(j©¼)ōp╩¦Ż¼▀@ą®ōp╩¦▓╗āHāH¾w¼F(xi©żn)į┌Ųš═©─ŻŠ▀Ą─┤¾┴┐┐ņ╦┘ōp║─Ż¼▀Ć¾w¼F(xi©żn)į┌×ķ┤╦Č°▓╗Ą├▓╗▀M(j©¼n)ąąĄ─Č■┤╬Īó╚²┤╬╝ė╣żŻ¼ęį╝░ė╔┤╦ĦüĒĄ─ęŌ═ŌĄ─┤╬ŲĘ┬╩║═ł¾(b©żo)ÅU┬╩ĪŻ
╠ž╩Ōę¬Ū¾
Ąõą═Ą─╚║┐ūø_ē║░Ė└²║═ŽÓæ¬(y©®ng)╝╝ąg(sh©┤)ę¬Ū¾ĪŻ
ó┼┐═æ¶▓╗į╩įSČ■┤╬│CŲĮĄ─├▄╝»ŠW(w©Żng)┐ū░ÕŻ©łD1Ż®ĪŻ┤╦ŅÉŠW(w©Żng)┐ū░ÕĄ─╝╝ąg(sh©┤)ļy³c(di©Żn)ų„ę¬į┌ė┌╚║┐ūø_ē║║¾Ą─Š▐┤¾ōŽČ╚Ż¼ęį╝░ė╔ė┌░Õ▓─┬NŪ·įņ│╔Ą─ø_ē║▀^│╠ųąĄ─ū▓░Õ╩┬╣╩ĪŻ

łD1 ¤o│CŲĮĄ─ø_ē║╝ė╣ż
óŲ┐ūŠÓ┼c░Õ║±ĘŪ│ŻĮėĮ³Ą─├▄╝»ŠW(w©Żng)┐ū░ÕĪŻ┤╦ŅÉŠW(w©Żng)┐ū░ÕĄ─╝╝ąg(sh©┤)ļy³c(di©Żn)į┌ė┌ŠW(w©Żng)┐ūķg▓─┘|(zh©¼)Ż¼ė╔ė┌▀^Į³Ą─┐ūŠÓ╦∙įņ│╔Ą─┼ż▐D(zhu©Żn)Ż¼Å─Č°╚▌ęūįņ│╔š¹ÅłŠW(w©Żng)░ÕĄ─ł¾(b©żo)ÅUĪŻ
óŪ┐ūÅĮ┼c░Õ║±ĘŪ│ŻĮėĮ³Ą─├▄╝»ŠW(w©Żng)┐ū░ÕĪŻ┤╦ŅÉŠW(w©Żng)┐ū░ÕĄ─╝╝ąg(sh©┤)ļy³c(di©Żn)į┌ė┌┐ūÅĮÄū║§ĮėĮ³╔§ų┴ąĪė┌░Õ║±Ż¼ė╔┤╦įņ│╔ø_ē║▀^│╠ųąĄ──ŻŠ▀ŅlĘ▒öÓßśŻ¼╩╣Ą├š¹éĆ(g©©)ø_ē║ą¦┬╩▀^Ą═Ż¼ī¦(d©Żo)ų┬│╔▒Š▀^Ė▀ĪŻ
ó╚▓─┘|(zh©¼)▌^×ķłį(ji©Īn)ė▓Ą─├▄╝»ŠW(w©Żng)┐ū░ÕĪŻ┤╦ŅÉŠW(w©Żng)┐ū░ÕĄ─╝╝ąg(sh©┤)ļy³c(di©Żn)į┌ė┌ė╔ė┌░Õ▓─▓─┘|(zh©¼)Ą─┐╣╝¶ÅŖ(qi©óng)Č╚▌^┤¾Ż¼Å─Č°ę²Ų─ŻŠ▀ø_ßśĄ─┐ņ╦┘─źōpŻ¼▓ó╝ėäĪöÓßś«a(ch©Żn)╔·Ą─Ņl┬╩Ż¼ī¦(d©Żo)ų┬│¼Ė▀Ą─«a(ch©Żn)ŲĘł¾(b©żo)ÅU┬╩║═─ŻŠ▀║─ōp┬╩ĪŻ
ó╔õX/õX║ŽĮ▓─┘|(zh©¼)Ą─├▄╝»ŠW(w©Żng)┐ū░ÕĪŻ┤╦ŅÉŠW(w©Żng)┐ū░ÕĄ─╝╝ąg(sh©┤)ļy³c(di©Żn)į┌ė┌õX░Õį┌ø_ē║▀^│╠ųąĢ■(hu©¼)«a(ch©Żn)╔·Š▐┴┐Ą─õX╦ķą╝Ż¼š│┴¶į┌─ŻŠ▀▒Ē├µ║═─ŻŠ▀ī¦(d©Żo)╠ūā╚(n©©i)▓┐Ż¼į┌Ę┤Å═(f©┤)Ą──ļē║▀^│╠ųąŻ¼įņ│╔─ŻŠ▀Ą─┐ņ╦┘─źōp─╦ų┴ł¾(b©żo)ÅUĪŻ
╔Ž╩÷▀@5ĘNŠW(w©Żng)┐ū░ÕĄ─ø_ē║Ż¼╗∙▒Š╔Ž║Ł╔w┴╦─┐Ū░Ė„éĆ(g©©)ÅS╝ę╦∙┼÷ĄĮĄ─▌^×ķŅ^╠█Ą─å¢Ņ}Ż¼▓ó╩╝ĮKō]ų«▓╗╚źĪŻ
Č°┼c┤╦═¼Ģr(sh©¬)Ż¼║▄ČÓÅS╝ęę▓į┌įōĘN╣ż╦ćųą▓╔ė├┴╦ę╗ą®Õe(cu©░)š`Ą─ĘĮĘ©Ż¼ī¦(d©Żo)ų┬┴╦įōå¢Ņ}Ą─▀M(j©¼n)ę╗▓ĮĄ─╝ėäĪŻ¼Ų®╚ńŻ║
ó┼╩╣ė├┴╦ī”(du©¼)ųąČ╚▌^▓ŅĄ─Ż¼╔§ų┴¤oĘ©▒ŻūCī”(du©¼)ųąČ╚Ą─öĄ(sh©┤)┐žø_┤▓ĪŻ▓┐ĘųŲĘ┼ŲĄ─öĄ(sh©┤)┐žø_┤▓Ą─┤¾│▀┤ń╣ż╬╗Ż©Ų®╚ń║±▐D(zhu©Żn)╦■ŅÉą═ø_┤▓Ą─D╣ż╬╗║═E╣ż╬╗Ż®Ą─ī”(du©¼)ųąČ╚īŹ(sh©¬)ļH╔ŽĘŪ│ŻįŃĖŌŻ¼┤╦═ŌŻ¼╝┤╩╣╩Ūėą┐┌▒«Ą─öĄ(sh©┤)┐žø_┤▓Ż¼╚ń╣¹ø]ėąĄ├ĄĮ║▄║├Ą─ŠSūo(h©┤)║═▒ŻB(y©Żng)Ż¼Ųõī”(du©¼)ųąČ╚ę▓ę╗śėĢ■(hu©¼)ļSų°Ģr(sh©¬)ķgĄ─═ŲęŲČ°å╩╩¦ĪŻ╚ń╣¹┤╦Ģr(sh©¬)Õe(cu©░)š`Ą─▀xė├┴╦įō╣ż╬╗Ż¼─Ū├┤ŲĘ┘|(zh©¼)į┘║├Ą──ŻŠ▀Ż¼ŽļĘ©į┘ų▄├▄Ą─ĘĮ░ĖČ╝Ģ■(hu©¼)│╔×ķ┐ššäĪŻ
óŲ╩╣ė├┴╦ī”(du©¼)ųąŠ½Č╚▌^▓ŅĄ──ŻŠ▀ī¦(d©Żo)╠ūĪŻį┌▀xė├╚║┐ūø_ē║Ą─ī¦(d©Żo)╠ūĢr(sh©¬)Ż¼╔·«a(ch©Żn)ÅS╝ęäš(w©┤)▒žę¬╩╣ė├ī¦(d©Żo)Ž“Š½Č╚Ė▀Ż¼┼c╣ż╬╗┼õ║ŽČ╚Ė▀Ż¼═¼Ģr(sh©¬)┘|(zh©¼)┴┐▀^ė▓Ą─Ż¼Š▀ėąę╗Č©┐┌▒«Ą─ī¦(d©Żo)╠ūŻ¼═¼Ģr(sh©¬)įĮą┬įĮ║├Ż¼ę“?y©żn)ķī?d©Żo)╠ūĄ─ī¦(d©Żo)Ž“Š½Č╚┼c╚║┐ūø_ē║Ģr(sh©¬)┼÷ĄĮĄ─Ė„ĘN┘|(zh©¼)┴┐å¢Ņ}ŽóŽóŽÓĻP(gu©Īn)ĪŻ
óŪ╩╣ė├┴╦▓─┘|(zh©¼)▌^▓ŅŻ¼╝tė▓ąįųĖś╦(bi©Īo)▀^Ą═Ą─ø_ąŠ║═Ž┬─ŻĪŻ╚║┐ūø_ē║╩Ūę╗ĘN├▄╝»╝ė╣ż╣ż╦ćŻ¼ę“┤╦Ż¼╚║┐ū─ŻŠ▀└’├µĄ─ø_ßś?bi©Īo)∙Į?j©®ng)╩▄Ą─ø_ē║┤“ō¶Ņl┬╩ę¬▀h(yu©Żn)▀h(yu©Żn)Ė▀ė┌Ųš═©─ŻŠ▀Ą─ø_ąŠĪŻ╠žäe╩Ū║▄ČÓÅS╝ęė╔ė┌╣ż╬╗╗“š▀┘YĮĄ─Ž▐ųŲŻ¼═∙═∙╩╣ė├ę╗╠ū╚║┐ū─ŻŠ▀üĒ┤“ō¶╔Ž╚féĆ(g©©)ŠW(w©Żng)┐ūĢr(sh©¬)Ż¼ø_ąŠ║═Ž┬─ŻĄ─▓─┘|(zh©¼)Ą─║├ē─Ż¼ęį╝░╝tė▓ąįĄ─▓Ņ«ÉŻ¼īóĢ■(hu©¼)ų▒ĮėøQČ©╚║┐ūø_ē║│╔╣”┼cʱĪŻę“?y©żn)ķ┴ė┘|(zh©¼)Ą─ø_ßśĢ■(hu©¼)ę“?y©żn)ķ│ų└m(x©┤)Ė▀£žČ°╩╣Ą├Ųõė▓Č╚▀^┐ņ╩¦ą¦Ż¼ī¦(d©Żo)ų┬ć└(y©ón)ųžĄ─┘|(zh©¼)┴┐╩┬╣╩ĪŻ
ó╚╩╣ė├┴╦▒Ē├µ┤ų▓┌Č╚╠½┤¾Ż¼╗“š▀ø]ėą═┐īėĄ─ø_ąŠĪŻ║▄ČÓ┴ė┘|(zh©¼)Ą─ø_ąŠĄ─╚ą▓┐▓óø]ėąĄ├ĄĮŠ½─ź╠Ä└ĒŻ¼ę“┤╦╚ą▓┐é╚(c©©)├µĄ─┤ų▓┌Č╚║▄┤¾Ż¼ė╔┤╦ĦüĒŠ▐┤¾Ą──”▓┴ŽĄöĄ(sh©┤)Ż¼ī¦(d©Żo)ų┬ø_ąŠ▒Ē├µ╔Ž║▄╚▌ęū«a(ch©Żn)╔·Ęeą╝┴÷Ż¼▓óį┌ø_ē║▀^│╠ųąĘ┤Å═(f©┤)öDē║ø_ąŠ║═Ž┬─ŻŻ¼įņ│╔┐ņ╦┘ł¾(b©żo)ÅUĪŻČ°ø]ėą═┐īėĄ─ø_ąŠŻ¼į┌ø_ē║▓╗õPõō░Õ║═õX░ÕĢr(sh©¬)Ż¼ätĢ■(hu©¼)į┌żų°─źōp║═öDē║─źōpĄ─ļpųžė░ĒæŽ┬Ż¼įņ│╔┴╦─ŻŠ▀Ą─┐ņ╦┘Ōg╗»ĪŻ
ó╔╩╣ė├┴╦Õe(cu©░)š`Ą─╚║┐ū─Ż┼┼░µĪŻ╚║┐ū─ŻŠ▀Ą─┼┼░µę▓═¼śė╩Ūę╗ķTīW(xu©”)å¢Ż¼║▄ČÓ╣ż│╠Ĥš`ęį×ķį┌┼┼░µĄ─Ģr(sh©¬)║“Ż¼╚║┐ūø_ßśĄ─öĄ(sh©┤)┴┐įĮČÓįĮ║├Ż¼▀@īŹ(sh©¬)ļH╔Ž╩ŪéĆ(g©©)Š▐┤¾Ą─ą¦┬╩║┌Č┤ĪŻ
ø_ßśöĄ(sh©┤)┴┐Ą─▀xō±Ą─įŁät╩ŪŻ¼╚ń║╬ė├ūŅ╔┘Ą─ø_ē║┤╬öĄ(sh©┤)═Ļ│╔ŠW(w©Żng)┐ū┴Ń▓┐╝■Ą─ųŲū„Ż¼Č°ĘŪį┌ę╗éĆ(g©©)╣ż╬╗╔Ž▓╝╚ļūŅČÓĄ─ø_ßśĪŻęįŽ┬×ķę╗éĆ(g©©)║å(ji©Żn)å╬Ą─īŹ(sh©¬)└²üĒšf├„Ż¼╚ńłD2╦∙╩Š×ķ1éĆ(g©©)20┐ūĄ─┴Ń▓┐╝■Ż¼╚ń╣¹▓╔ė├å╬┐ū┤“ō¶Ą─įÆŻ¼ąĶę¬20┤╬═Ļ│╔ßśī”(du©¼)▀@éĆ(g©©)┴Ń▓┐╝■Ż¼Š═Ģ■(hu©¼)«a(ch©Żn)╔·║▄ČÓĘN╚║┐ū─ŻŠ▀Ą─┼┼▓╝ĘĮ╩ĮŻ¼Ų®╚ń2Ī┴2▓╝ŠųŻ©łD3Ż®┐╔ęįę╗┤╬ąį═Ļ│╔4éĆ(g©©)┐ūĄ─ø_ē║Ż¼3Ī┴2▓╝ŠųŻ©łD4Ż®┐╔ęįę╗┤╬ąį═Ļ│╔6éĆ(g©©)┐ūĄ─ø_ē║Ż¼Ą½╩ŪĮø(j©®ng)▀^─ŻöM╬ęéā░l(f©Ī)¼F(xi©żn)ę╗éĆ(g©©)ėą╚żĄ─¼F(xi©żn)Ž¾Ż║2Ī┴2▓╝ŠųīŹ(sh©¬)ļH╔Žų╗ąĶę¬▀M(j©¼n)ąą4┤╬╚║┐ūø_║═4┤╬å╬┐ūø_Ż¼Š═┐╔ęįį┌8┤╬ā╚(n©©i)═Ļ│╔▀@éĆ(g©©)┴Ń▓┐╝■Ą─╝ė╣żŻ╗Č°2Ī┴3▓╝ŠųģsąĶę¬2┤╬╚║┐ūø_║═8┤╬å╬┐ūø_Ż¼╝┤ąĶę¬10┤╬ø_ē║▓┼─▄═Ļ│╔įō┴Ń▓┐╝■Ą─╝ė╣żĪŻīó▀@ĘN░Ė└²öU(ku©░)┤¾ĄĮę╗éĆ(g©©)ėąų°öĄ(sh©┤)Ū¦ŠW(w©Żng)┐ūĄ─┴Ń▓┐╝■Ą─įÆŻ¼─Ū├┤Š═Ė³╚▌ęū┐┤│÷Ż¼║Ž└ĒĄ─╚║┐ū─ŻŠ▀Ą─┼┼░µ╦∙ĦüĒĄ─Š▐┤¾Ą─ą¦┬╩╠ß╔²ĪŻ
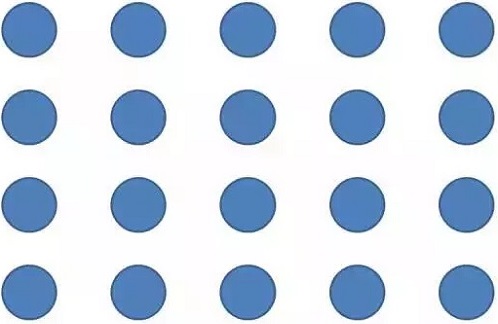
20┐ū-╚║┐ūø_ē║┼e└²-å╬┐ūø_ąĶ20┤╬
łD2 20┐ūĄ─┴Ń▓┐╝■
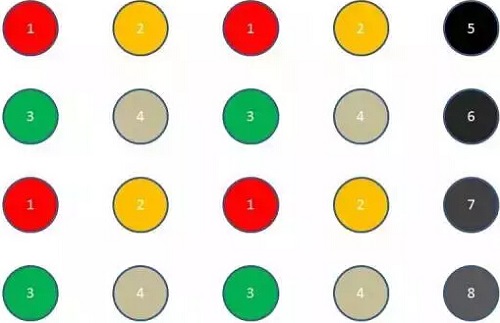
20┐ū-╚║┐ūø_ē║┼e└²-4┐ū─ŻŠ▀ąĶ8┤╬
łD3 2Ī┴2▓╝ŠųĄ─ø_ē║─Ż╩Į
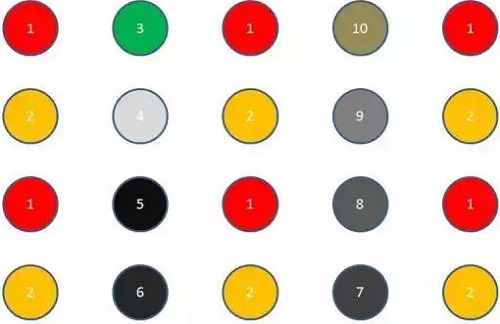
20┐ū-╚║┐ūø_ē║┼e└²-6┐ū─ŻŠ▀ąĶ10┤╬
łD4 2Ī┴3▓╝ŠųĄ─ø_ē║─Ż╩Į
ó╩╩╣ė├┴╦Õe(cu©░)š`Ą─ŠÄ│╠║═┬ĘÅĮĪŻ╚║┐ūø_ē║Ą─ŠÄ│╠═¼śėę▓╩Ūę╗ķT╔Ņ║±Ą─īW(xu©”)å¢Ż¼▓┐Ęų╣ż│╠ĤīóĄČŠ▀ī¦(d©Żo)╚ļ▄ø╝■║¾Ż¼ų▒Įėåóäė(d©░ng)ūįäė(d©░ng)┼┼░µ┬ĘÅĮŻ¼▓óų▒Įė▓╔ė├▀@éĆ(g©©)┬ĘÅĮū„×ķ╚║┐ūø_ē║Ą─┬ĘÅĮĪŻį┌▀@└’ąĶę¬ÅŖ(qi©óng)š{(di©żo)Ą─╩ŪŻ¼▓╗═¼Ą─╣½╦Š│÷ŲĘĄ─▓╗═¼Ą─▄ø╝■Ż¼ė╔ė┌Ųõ║╦ą─╦ŃĘ©Ą─▓╗═¼Ż¼Ģ■(hu©¼)«a(ch©Żn)╔·ą¦┬╩Ż¼ą¦╣¹Įž╚╗▓╗═¼Ą─┬ĘÅĮŻ¼Å─Č°ī¦(d©Żo)ų┬▓╗═¼┘|(zh©¼)┴┐Ą─ŠW(w©Żng)┐ū░Õ«a(ch©Żn)ŲĘĪŻ┴Ē═ŌŻ¼▓┐Ęų╣ż│╠Ĥė╔ė┌æąČĶĄ─įŁę“╔§ų┴īó╚║┐ū─Ż▀M(j©¼n)ąąĒśą“ø_ē║Ż¼īóø_ē║└█ĘeĄ─ą╬ūāä▌(sh©¼)─▄Ž“░Õ▓─Ą─ę╗Č╦═Ų╦═Ż¼ūŅĮKįņ│╔┴╦ę╗éĆ(g©©)┬NŪ·śOŲõć└(y©ón)ųžĄ─«a(ch©Żn)ŲĘĪŻ
ó╦╩╣ė├┴╦Õe(cu©░)š`Ą─ø_ē║ĘĮ╩ĮĪŻėą▓╗╔┘Ą─ŌkĮ╝ė╣żÅ─śI(y©©)ÅS╝ęŻ¼ė├ę╗éĆ(g©©)B╣ż╬╗Ą──ŻŠ▀üĒø_ē║ŠW(w©Żng)┐ū«a(ch©Żn)ŲĘĪŻŪę▓╗šō╔Ž╚f┤╬ø_ē║╦∙ĦüĒĄ─ć└(y©ón)ųžĄ═ą¦╝ė╣żŻ¼å╬▀@╔Ž╚f┤╬ø_ē║╦∙ĦüĒĄ─ČÓėÓĄ─ą╬ūāä▌(sh©¼)─▄╦∙įņ│╔Ą─░Õ▓─┬NŪ·Š═║▄┤¾ĪŻ
╝╝ąg(sh©┤)ĘĮ░Ė
ĮėŽ┬üĒŻ¼╬ęéā┐╔ęįßśī”(du©¼)╚║┐ūø_ē║æ¬(y©®ng)ė├ųąūŅļy³c(di©Żn)Ą─╬ó┐ūŠÓ║═╬ó│▀┤ń╚║┐ūø_ē║Ż¼üĒĮo│÷ŽÓæ¬(y©®ng)Ą─╝╝ąg(sh©┤)ĘĮ░ĖĪŻ
ó┼╦∙ų^╬ó│▀┤ń╚║┐ūø_ē║Ż¼╩ŪųĖ├┐éĆ(g©©)å╬┐ūĄ─ų▒ÅĮ┼c░Õ║±ų«ķgĘŪ│ŻĮėĮ³Ą─╚║┐ūø_ē║ĘĮ╩ĮŻ¼╚ń╣¹░┤šš▓─┴Ž▓─┘|(zh©¼)üĒäØĘųĄ─įÆŻ¼─Ū├┤į┌Ž┬╩÷▒╚└²ĘČć·ā╚(n©©i)┐ūČ┤│▀┤ńĘ¹║Žī”(du©¼)ė┌╬ó┐ūĄ─Č©┴xŻ║ßśī”(du©¼)õX░ÕŻ¼å╬┐ū┐ūČ┤ų▒ÅĮ×ķ░Õ║±Ą─50%Ī½120%Ż╗ßśī”(du©¼)╠╝õō░ÕŻ¼å╬┐ū┐ūČ┤ų▒ÅĮ×ķ░Õ║±Ą─75%Ī½120%Ż╗ßśī”(du©¼)▓╗õPõōõō░ÕŻ¼å╬┐ū┐ūČ┤ų▒ÅĮ×ķ░Õ║±Ą─100%Ī½150%ĪŻ
óŲ╦∙ų^╬ó┐ūŠÓ╚║┐ūø_ē║Ż¼╩ŪųĖ├┐éĆ(g©©)å╬┐ūų«ķgĄ─▀ģŠÓ┼c░Õ║±ų«ķgĘŪ│ŻĮėĮ³Ą─╚║┐ūø_ē║ĘĮ╩ĮŻ¼ļm╚╗├┐éĆ(g©©)å╬┐ūĄ─┐ūÅĮ▀h(yu©Żn)▀h(yu©Żn)┤¾ė┌░Õ║±ĪŻ▀@ĘNĘĮ╩ĮūŅ┤¾Ą─ļy³c(di©Żn)į┌ė┌┐ūķg▓─┴Žį┌Ę┤Å═(f©┤)Ą─ø_ē║▀^│╠ųą╦∙«a(ch©Żn)╔·Ą─┼żŪ·║═ūāą╬ĪŻ
1Ż®╬ó┐ū/╬óŠÓ╚║┐ūø_ē║┤µį┌Ą─å¢Ņ}Ż║╚║┐ū─ŻŠ▀Ą─▓┐Ęųø_ßś╚▌ęū«a(ch©Żn)╔·öÓßśĪŻ«a(ch©Żn)╔·▀@éĆ(g©©)å¢Ņ}Ą─įŁę“į┌ė┌Ż¼ė╔ė┌ÖC(j©®)┤▓║═─ŻŠ▀Ą─Š½Č╚Ż¼ęį╝░ī”(du©¼)ė┌ø_ßśĄ─╝ė│ųå¢Ņ}Ż¼╩╣Ą├ø_ßś┼cŽ┬─Żé╚(c©©)▀ģ«a(ch©Żn)╔·▓╗▒žę¬Ą─╣╬▓┴╗“š▀┼ż▐D(zhu©Żn)Ż¼Å─Č°ī¦(d©Żo)ų┬┴╦öÓßśĄ─ŅlĘ▒░l(f©Ī)╔·ĪŻ
2Ż®╬ó┐ū/╬óŠÓ╚║┐ūø_ē║Ą─Ū░╠ߌl╝■Ż║
ó┘▒ŻūCŌkĮ╣żÅS╩╣ė├Ą─╩Ū╩ą├µ╔Žėą┐┌▒«Ą─öĄ(sh©┤)┐žø_┤▓Ż¼ė╔ė┌ųąć°(gu©«)╩ął÷(ch©Żng)╔ŽĄ─įōŅÉįO(sh©©)éõČÓ╚ń┼Ż├½Ż¼ār(ji©ż)Ė±Å─40Ī½600╚fį¬▓╗Ą╚Ż¼ę“┤╦Ż¼╩╣ė├å╬╬╗╩ūŽ╚ę¬ī”(du©¼)ūį╔Ē╩╣ė├Ą─öĄ(sh©┤)┐žø_┤▓ėąę╗éĆ(g©©)š²┤_Ą─įu(p©¬ng)╣└Ż¼┐┤┐┤įōįO(sh©©)éõ╩Ūė├ė┌ØMūŃę╗░Ńø_┐ūĄ─ąĶ꬯¼▀Ć╩ŪėąĖ³Ė▀Ą─ę¬Ū¾Ż¼Å─Č°øQČ©įōĒŚ(xi©żng)─┐╩Ūʱ╔Ž±RĪŻ
ó┌╝┤╩╣╩ŪŲĘ┼ŲÖC(j©®)┤▓Ż¼ę▓ąĶę¬┐╝▓ņįōįO(sh©©)éõĄ─╩╣ė├ĀŅæB(t©żi)Ż¼╬ęéā▒žĒÜę¬╩╣ė├ÖC(j©®)ąĄ╩ĮŻ¼╗“š▀╣ŌļŖ╩Įī”(du©¼)ųą░¶Ż©łD5Ż®Ż¼ī”(du©¼)ėŗ(j©¼)äØ╩╣ė├Ą─╣ż╬╗Ą─ī”(du©¼)ųąČ╚ę¬▀M(j©¼n)ąąųö(j©½n)╔„╝Ü(x©¼)ų┬Ą─Öz£y(c©©)Ż¼╚ń╣¹įō╣ż╬╗ęčĮø(j©®ng)╩¦╚ź┴╦įŁ▒Šæ¬(y©®ng)ėąĄ─ī”(du©¼)ųąČ╚įÆŻ¼─Ū├┤įōĒŚ(xi©żng)─┐īó¤oĘ©▀M(j©¼n)ąąĪŻ

łD5 ╣ŌļŖī”(du©¼)ųą░¶
ó█│²┤╦ęį═ŌŻ¼╩╣ė├å╬╬╗▀Ćæ¬(y©®ng)═¼Ģr(sh©¬)Öz▓ķįōÖC(j©®)┤▓Ą─ŖAŃQĀŅæB(t©żi)╩Ūʱ═Ļ║├Ż¼ĮzĖ▄║═▀\(y©┤n)äė(d©░ng)å╬į¬╩Ūʱ▀\(y©┤n)ąąš²│ŻŻ¼ęįĘ└ų╣į┌░Õ▓─ęŲäė(d©░ng)▀^│╠ųąĄ─Č©╬╗╩¦ą¦ĪŻ
ó▄╩╣ė├å╬╬╗▀ĆąĶę¬┼cūŅĮK┐═æ¶┤_šJ(r©©n)Ż¼įō┴Ń▓┐╝■į┌╝ė╣żĢr(sh©¬)╩Ūʱį╩įS─ŻŠ▀▓╔ė├ė═įĪØÖ(r©┤n)╗¼Ż¼╩Ūʱį╩įS░Õ├µ╦óė═Ż¼╚ń╣¹┐═æ¶į╩įS╩╣ė├ØÖ(r©┤n)╗¼ė═Ż©łD6Ż®Ą─įÆŻ¼─Ū├┤▀Ćę¬┤_šJ(r©©n)ūį╔ĒÖC(j©®)┤▓╩Ūʱ┼õėąÜŌ┤Ą╗“š▀³c(di©Żn)Ą╬ė═įĪØÖ(r©┤n)╗¼╣”─▄Ż¼╚ńėąšł(q©½ng)äš(w©┤)▒žķ_åóŻ¼╚ńø]ėąŻ¼ätąĶę¬┘Å(g©░u)ų├ČÓ░č╚║┐ū─ŻŠ▀Ż¼ęįĘ└ų╣ø_ē║▀^│╠ųą«a(ch©Żn)╔·▓╗▒žę¬Ą─ø_ąŠ║═Ž┬─Ż▀^¤ßå¢Ņ}Ż¼ūŅĮKī¦(d©Żo)ų┬─ŻŠ▀┐ņ╦┘─źōp─╦ų┴ł¾(b©żo)ÅUĪŻ
į┌┤_▒Ż┴╦ęį╔Ž▀ģĮńŚl╝■¤oš`║¾Ż¼╬ęéāŠ═┐╔ęįī¦(d©Żo)╚ļ╚½ī¦(d©Żo)Ž“─ŻŠ▀▀@éĆ(g©©)Ė┼─ŅŻ¼üĒ═Ļ│╔╬ó┐ū/╬óŠÓĄ─╚║┐ūø_ē║╣ż╦ć┴╦ĪŻ
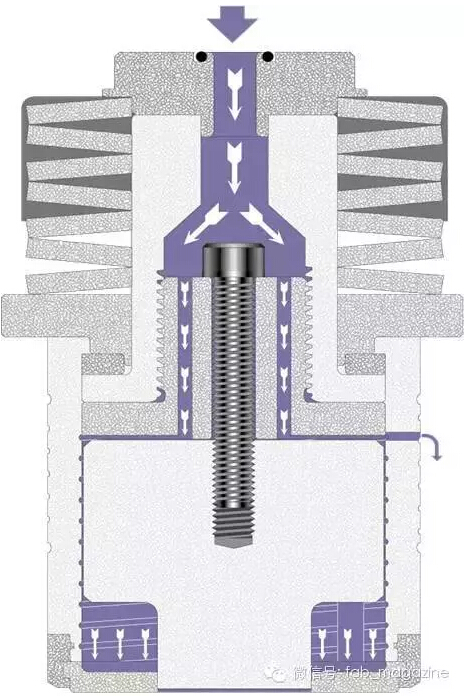
łD6 ─ŻŠ▀ØÖ(r©┤n)╗¼łD
3Ż®╚½ī¦(d©Żo)Ž“─ŻŠ▀╠žš„ĪŻ
╦∙ų^╚½ī¦(d©Żo)Ž“─ŻŠ▀īŹ(sh©¬)ļH╔ŽŠ═╩Ū─ŻŠ▀ÅS╝ęŻ¼└¹ė├ūį╔ĒĄ─Ė▀Š½Č╚╝ė╣ż─▄┴”Ż¼īóŽ╚¤ß╠Ä└ĒĄ─Ė▀ė▓Č╚▓─┘|(zh©¼)▀M(j©¼n)ąąė▓╝ė╣żŻ¼į┌┤_▒Ż─ŻŠ▀ī¦(d©Żo)╠ū▓╗╩▄║¾Ą└¤ß╠Ä└Ēė░ĒæĄ─═¼Ģr(sh©¬)Ż¼▀Ćę²╚ļĖ▀Š½Č╚Ą─čą─ź╣ż╦ćŻ¼Å─Č°▒ŻūC┴╦─ŻŠ▀Ą─├┐éĆ(g©©)┴Ń▓┐╝■Š▀ėą▒M┐╔─▄ąĪĄ─┼õ║Ž▒╚Ż¼╩╣Ą├š¹éĆ(g©©)─ŻŠ▀Ą─čb┼õ╣½▓Ņµ£▀_(d©ó)ĄĮūŅąĪĪŻ
ęįMATE╔·«a(ch©Żn)Ą─║±▐D(zhu©Żn)╦■│¼─▄╚½ī¦(d©Żo)Ž“─ŻŠ▀Ż¼╗“š▀┤Õ╠’±R└Ł╦╔╚½ī¦(d©Żo)Ž“─ŻŠ▀×ķ└²Ż¼ūŅĮK¾w¼F(xi©żn)į┌┐═æ¶├µŪ░Ą─╩ŪŻ¼Ųõø_ąŠ┐╔ęį═©▀^═╦┴Ž░ÕĄ─ķ_┐┌Ż¼═¼Ģr(sh©¬)į┌├┐▀ģāHāH┴¶Ž┬0.02mmĄ─ķgŽČŻ¼Å─Č°▒ŻūC┴╦ø_ąŠį┌ø_ē║▀^│╠ųąŻ¼┐╔ęįų▒╔Žų▒Ž┬Ż¼ę▓┐╔ęį┬õį┌Ž┬─Żķ_┐┌Ą─ųąą─╬╗ų├Ż¼Å─Č°į┌─ŻŠ▀▀@ę╗Č╦Ż¼▒M┐╔─▄Ą─▒ŻūC┴╦ø_ßś┼cŽ┬─Ż┐ūų«ķgĄ─ī”(du©¼)ųąČ╚ĪŻ
═©▀^▀@ĘNĘĮ╩ĮŻ¼į┌┐═æ¶Č╦▒ŻūC┴╦ÖC(j©®)┤▓Š½Č╚Ą─═¼Ģr(sh©¬)Ż¼─ŻŠ▀ę▓īóūį╔ĒĄ─Š½Č╚╠ßĖ▀ĄĮ▒M┐╔─▄Ė▀Ą─╦«ŲĮŻ¼Å─ā╔éĆ(g©©)ĘĮ├µ┤_▒Ż┴╦╬ó┐ū/╬óŠÓ╚║┐ūø_ē║Ą─š²│Ż▀M(j©¼n)ąąĪŻ
4Ż®╚½ī¦(d©Żo)Ž“╬ó┐ū/╬óŠÓø_ē║ūóęŌ╩┬ĒŚ(xi©żng)ĪŻ
ė┌┤╦═¼Ģr(sh©¬)Ż¼┐═æ¶Č╦▀ĆąĶę¬├▄ŪąūóęŌęįŽ┬Ą─å¢Ņ}Ż║
ó┘ÖC(j©®)┤▓Ą─▓┘ū„╣ż╩Ūʱ╩▄ĄĮ▀^│ŻęÄ(gu©®)Ą─┼Óė¢(x©┤n)Ż¼╩Ūʱ─▄ē“═©▀^┬ĀėX║═ęĢėXüĒ┼ąöÓ─ŻŠ▀Ą─ø_ē║ĀŅæB(t©żi)╩Ūʱš²│ŻŻ¼╩ŪʱąĶę¬čą─źŻ¼╩ŪʱąĶę¬į┘┤╬š{(di©żo)š¹╣ż╬╗ī”(du©¼)ųąČ╚ĪŻ
ó┌įō╚║┐ū«a(ch©Żn)ŲĘĄ─┐ūČ┤öĄ(sh©┤)┴┐┼c├▄╝»│╠Č╚īóøQČ©Ż¼įō«a(ch©Żn)ŲĘĄ─╝ė╣ż╩Ūų╗ąĶę¬ę╗Ė▒─ŻŠ▀╝┤┐╔Ż¼▀Ć╩ŪąĶę¬╚¶Ė╔Ė▒─ŻŠ▀üĒ£p╔┘┐ūČ┤▀^ČÓ╦∙ī¦(d©Żo)ų┬Ą──ŻŠ▀▀^¤ßå¢Ņ}ĪŻ
ó█╣ż╦ć╣ż│╠Ĥ╩Ūʱ▀xī”(du©¼)┴╦╚║┐ū─ŻŠ▀Ą─▓╝ŠųŻ¼ęį╝░╩ŪʱŠÄ│╠┴╦š²┤_Ą─═▄╠°╩Į╚║┐ūø_ē║│╠ą“ĪŻ
ó▄╚║┐ūø_ē║╩Ūʱ▀xō±┴╦ŽÓæ¬(y©®ng)Ą─ø_ē║╦┘Č╚║═░Õ▓─ęŲäė(d©░ng)╦┘Č╚Ż¼╩Ūʱł╠(zh©¬)ąą┴╦ī”(du©¼)ė┌─ŻŠ▀║═įO(sh©©)éõĄ─░┤Ģr(sh©¬)▒ŻB(y©Żng)Ż¼╩Ūʱł╠(zh©¬)ąą┴╦ī”(du©¼)ė┌┴Ń▓┐╝■├½┤╠ĀŅæB(t©żi)Ą─īŹ(sh©¬)Ģr(sh©¬)▒O(ji©Īn)┐žĪŻ



